一分钟的时间,对于了解我们的精密钢管_35CrMnSi精密钢管优选厂家产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:龙岩漳平精密钢管_35CrMnSi精密钢管优选厂家的图文介绍
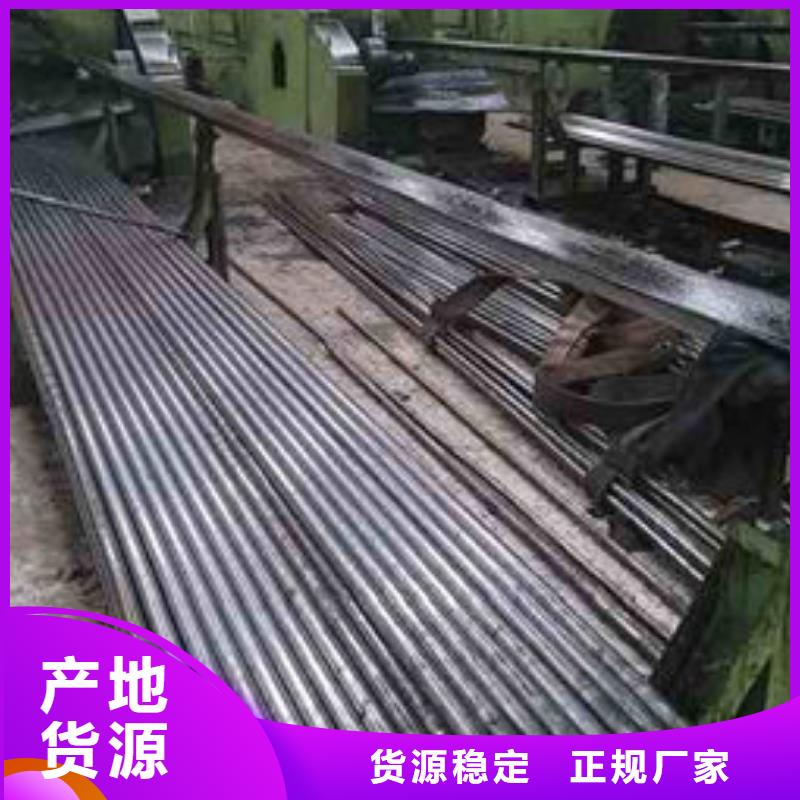
造成精密管现缺陷技术操作因精密管经过热处理后一般都会现质量缺陷,当然这和技术上操作有着很大关系,下面我们来看一下到底是什么因使得精密管现这些缺陷问题。过热从精密管粗糙上可观察到淬火后显微组织过热情况。 如果精密管淬火组织中现粗针状马氏体,则为淬火过热组织。形成因可是淬火加热温度过高或加热保温时间太长造成过热;也可肖巨是因始组织带状碳化物严重,在两带之间低碳区形成局部马氏体针状粗大,造成局部过热。 过热组织中残留奥氏体增多,尺寸稳定性下降。由于淬火组织过热,钢晶体粗大·会导致高压合金管核J性下降·抗冲击性能降低,高压合金管寿命也降低。过热严重甚至会造成淬火裂纹。淬火裂纹精密管在淬火冷却过程中因内力,瞬间超过了该位置材料抗拉强度所形成裂纹称淬火裂纹。 造成这种裂纹因有:由于淬火加热温度过高或冷却太急,热力和金属质量体积变化时组织力大于钢材抗断裂强度;工作表面有缺陷在淬火时形成力集中;严重表面脱碳和碳化物偏析;零件淬火后回火不足或未及时回火;前面工序造成冷冲力过大、锻造折酱、深车削痕、沟尖锐棱角等。



2013年一季度社会规模高达16万亿元,PPI降幅超预期在一定程度上反映了去年四季度以来货币效果并不明显,迅速飙升社会总量却没带来实体经济明显回升,二季度以来经济仍较疲软。受访经济学家认为,PPI创新低预警通缩风险,事实也显示,通过松货币拉方式无法带来经济可持续扩张。 从社会增量来看,今年一季度实际比去年新增大约为3万亿元,其中基建信托及债券比去年多增4541亿元,房地产开发及信托多增2061亿元,居民中长期比去年多增3370亿元。也就是说,基建和地产多增部分占全部多增量77%。 技术条件为:内孔精度H7—H内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢 是20#、45#、16Mn,27SiMn及部分低合金钢.标准GB8713-88)。专业生产:精密管,精密钢管,精密无缝管,精密光亮管,精轧、冷轧钢管,冷拉、冷拔钢管,精拉、精拔管,轴承管,小精密管,缸管,缸筒…。 以下信息是由友情提供:今天天津精密无缝钢管市场报价回落,受前期临沂管厂下跌影响,加之近期上游走低,市场成交乏力,短期弱势运行。昨天全国材部分下调30-50,唐山货一般市场价格有支撑,市场心态转为观望,午后钢坯暂稳,报价4190元,预计今天唐山材主流持稳。 5月2日,紧邻三峡机场新渗铝钢项目建设工地,呈现一片热火朝天景象。项目相关负责人对说,目前1 、2 车间施工准备工作已基本就绪,于5月初开始施工,7月底将建成4条生产线进行试生产。工期分紧张,但一切都有条不紊地进行着。



万盛达钢铁(龙岩市漳平市分公司)是专业 20cr精密管解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 20cr精密管新产品的研发,满足用户多元化的需求。


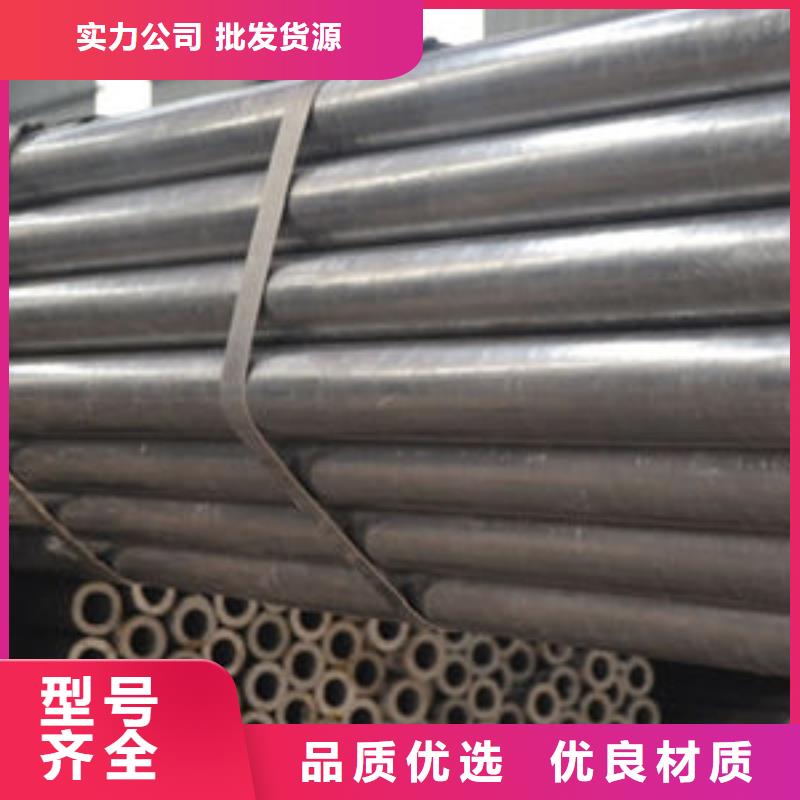
与之相反.当芯棒表面被磨损局部形成凸棱状时,就会使小精密无缝钢管内表面形成与芯棒凸棱相对凹槽。另外掉肉芯棒与毛管内表面产生相对滑动时,也会使毛管内表面被划凹槽,而且凹槽程度非常严重。除氧化剂与氧化铁皮反生成熔液渣粘接在芯棒表面、也会导致小精密无缝钢管内孔表面划伤缺陷产生一定深度划道。 焊缝工艺精密光亮管重要表现基础在两个相邻节点之间没有两个关节点,管道长度大于800毫米。焊管精密光亮管焊接式当通过检验,取得认可部门颁发资质。精密光亮管对接焊缝是钢结构工程施工验收规范中一级焊缝,外观检验是以一级质量标准为基础。 超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。 衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。







 扫一扫
扫一扫