想要知道锻打圆钢-酸洗钝化磷化钢管工艺成熟产品如何?看视频就知道!看视频,选产品更明智!
以下是:山东滨州锻打圆钢-酸洗钝化磷化钢管工艺成熟的图文介绍


17年计划退出煤炭产能1.5亿吨以上,截止17年6月末,共退出煤炭产能1.11亿吨,完成年度目标任务的74%。虽然方案中并未提及煤炭行业错峰生产,但钢铁、水泥、电力均是其下业,其中钢铁是焦炭的主要下游,而钢铁行业错峰生产料将令焦炭需求、生产双双回落。当介质中含氧量低到一定程度后,供应不锈钢型材企业,不锈钢就能钝化。如在稀中,铬不锈钢的腐蚀速度甚至比碳钢还快。所以必须根据工作介质的特点来正确选择使用不锈耐蚀钢钢种。对于304不锈钢来说,其成份中的ni元素非常重要,直接决定着304不锈钢的抗腐蚀能力及其的价值。
在钢坯大幅下跌的带动下,前半周型材市场跌势明显,唐山市场工角槽跌幅多在百元每吨左右。



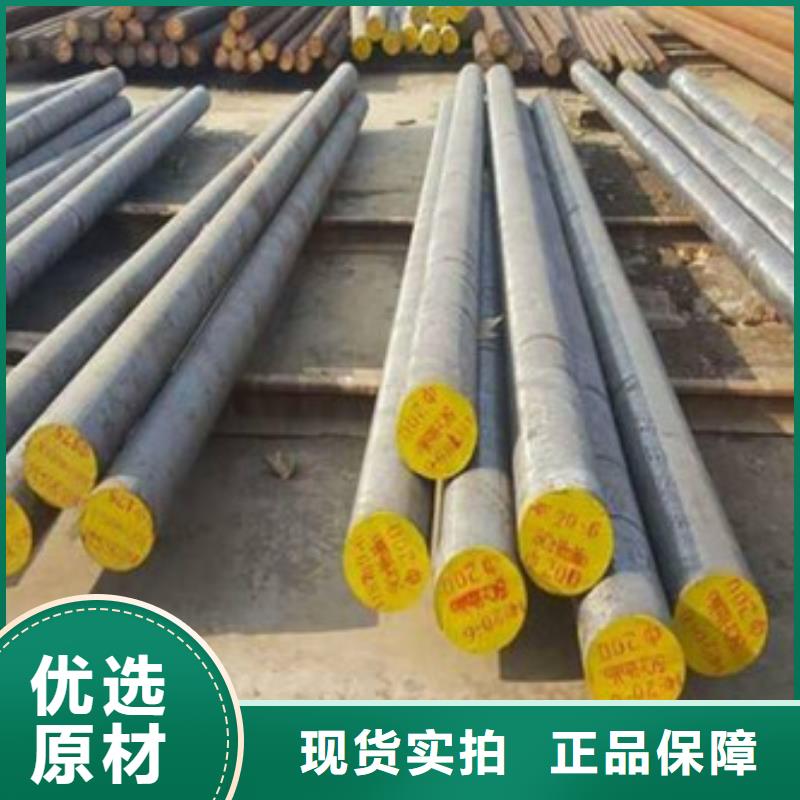
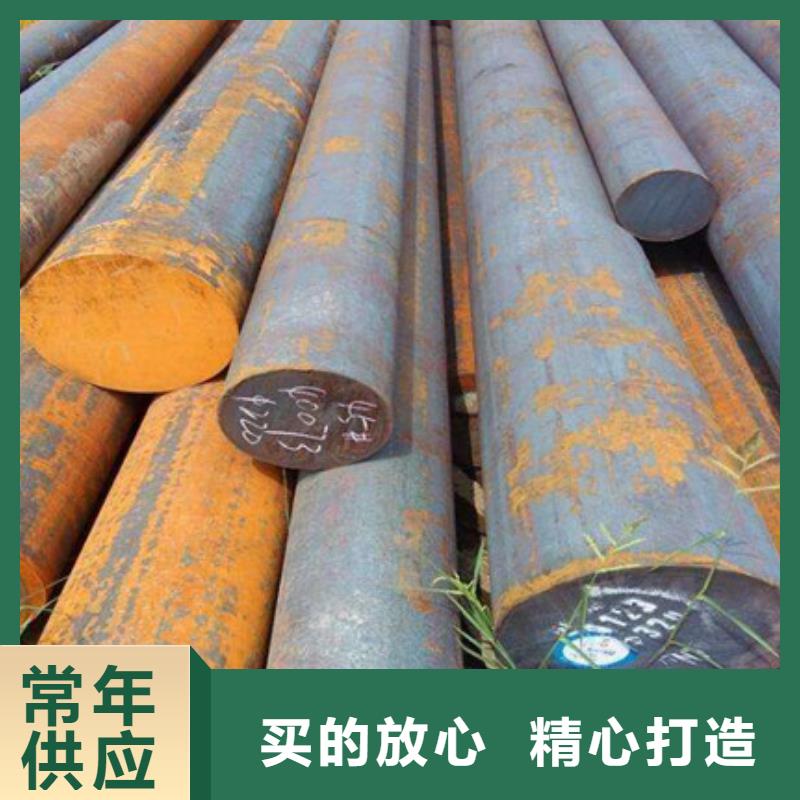
将坯料的十六角进行轻压后,并使坯料被彻底的滚圆(也就是抛圆),进行平整.这时的锻件尺寸一定要压准确,表面平整无折裂或凹痕,以确保锻件合格的交付使用,才能确认合格后锻件完成.平整到坯料成型尺寸后进行测量,并由班组长填写生产记录表,附本班生产完成锻件工艺图,一起交由车间主任记录上报.这时才可以称作完成锻件的锻造工序,进行后续的热处理工序.对于不锈钢(特种钢)锻件产品,必须特别重视表面质量和尺寸精度
将工件加热到铁素体全部转变为奥氏体的温度以上30~50℃,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。②球化退火。用以降低工具钢和轴承钢锻压后的偏高硬度。将工件加热到钢开始形成奥氏体的温度以上20~40℃,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。③等温退火。不锈钢圆钢市场



新物通物资(滨州市分公司)全体员工向关心和支持我们的各级领导和各界朋友表示z u i诚挚的谢意! 在 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管市场竞争日趋激烈的今天,新物通物资(滨州市分公司)励精图治,奋发自强,为振兴民族 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管和山东滨州经济而奋斗不息, 公司经理携全体员工恭候各地新老宾客光临本 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管生产企业,实地考察、指导工作、增进了解!


槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。产槽钢的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c予以区别,如25#a 25#b 25#c等。
马氏体不锈钢锻后应不迟于12小时内进行退火,以内应力,避免在以后酸洗或存放过程中产生裂纹,退火速度一般为750~800℃,保温1~3小时,缓冷至600℃后空冷.



西班牙ACERINOX集团、德国THYSSENKRUPP集团、韩国POSCO集团等进口不锈钢板,我们公司主要经营品种有201、202、304、304L、304J1、309S、310S、316L、321、904L、317L、及其它高耐蚀合金钢耐高温不锈钢双相不锈钢系列超级不锈钢系列的材料,同时我公司可代订太钢、张浦特殊材质、特殊规格的各类高强船板、优钢,品种多样、规格齐全,为客户提供的服务.在镦粗的过程中,当坯料被镦粗到原尺寸高度的1/2倍时,或者是被镦粗到工件成型高度的大约2-3倍时,要按工艺对坯料进行一次拔长工序.将坯料拔长时应注意坯料轴线压拔前后保持一致,拔长时尽量用满砧的大进给量,多次进行翻转,使坯料中心锻透;两面的拔长压下量要均匀,防止偏心和折叠;拔长的尺寸必须到位,以确保锻造比的达到.在锻造过程中,充分使晶粒细化是不锈钢(特种钢)获得良好性能的关键.





 扫一扫
扫一扫